
做冲压模具钳工、冲压模具设计工作时间久了的人,因为经验丰富,自然会比较了解、知道各种不同的产品,包括它的材料、尺寸和外观精度要求,以及模具该怎么设计才能顺利生产出合格的产品,怎样减少模具维修、修模次数等,拿到产品图,心里自然的就会想到这个模具结构大概是个什么样子,各种数值心里都有数。
(b)冲孔,修边
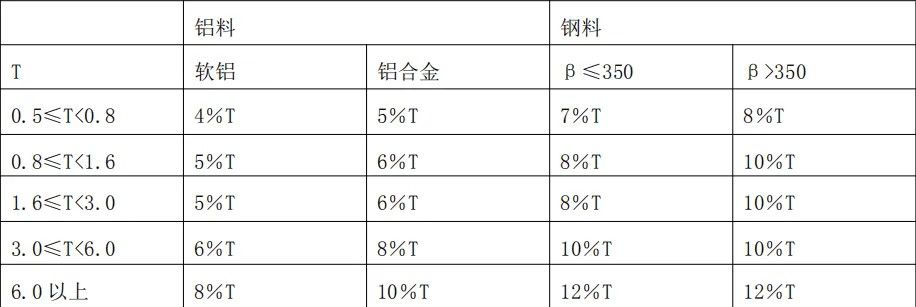
注:1.上述间隙指单边间隙
2. β一抗剪强度
3.T一料厚
4.精切间隙在工艺料带给出,没给出的即为默认值0. 1MM (单边间隙)
考虑到冲压模具制造中的偏差及使用中的磨损、生产中通常只选择一个适当的范围作为合理间隙,只要间隙在这个范围内,就可冲出良好的制件。冲压模具在生产过程中,会不断磨损儿使间隙增大,设计与制造新冲压模具时要采用最小合理间隙值。
<p style="-webkit-tap-highlight-color: transparent; margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box !important; overflow-wrap: break-word !important; clear: both; min-height: 1em; font-size: 17px; font-style: normal; font-variant-ligatures: normal; font-variant-caps: normal; font-weight: 400; letter-spacing: 0.544px; orphans: 2; text-align: justify; text-indent: 0px; text-transform: none; widows: 2; word-spacing: 0px; -webkit-text-stroke-width: 0px; white-space: normal; text-decoration-thickness: initial; text-decoration-style: initial; text-decoration-color: initial; color: rgb(34, 34, 34); font-family: -apple-system, BlinkMacSystemFont, " helvetica="" neue",="" "pingfang="" sc",="" "hiragino="" sans="" gb",="" "microsoft="" yahei="" ui",="" yahei",="" arial,="" sans-serif;="" background-color:="" rgb(255,="" 255,="" 255);"="">冲压模具冲裁间隙,根据工厂老师傅多年来对模具的研究和改进的经验,尺寸精度、断面垂直度要求高的制件应选用较小间隙值,断面垂直度与尺寸精度要求不高的冲压件,应以降低冲裁力、提高冲压模具寿命为主,可采用较大间隙值。其值可按下列经验公式来计算:
软材料:
材料厚度t< 1 mm, 冲裁间隙c=(3% ~ 4%)t
t = 1 ~ 3mm, c = (5% ~8%)t
t = 3 ~ 5mm ,c =(8% ~10%)t
硬材料 :
t <1mm,c = ( 4% ~5% )t
t = 1 ~ 3mm, c = ( 6% ~8% )t
t = 3 ~ 8mm, c = ( 8% ~ 13%)t
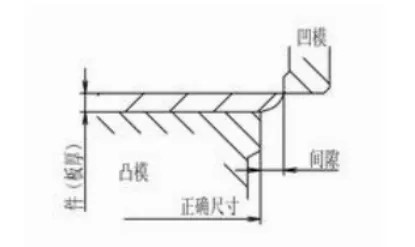
以下是书本上的理论知识,主要依据是保证上下裂纹会合,以便获得良好的断面。
根据三角形 ABC的关系可求得间隙值c为:
c =( t – h0 ) tanβ = t (1-h0/t) tanβ
式中, h0—— 凸 模切入深度;β——最大剪应力方向与垂线方向的夹角。
从上式看出,间隙 c与材料厚度t、相对切入深度h 0/t以及裂纹方向β有关。而h0与β又与材料性质有关,材料愈硬, h 0/t愈小。
因此影响间隙值的主要因素是材料性质和材料厚度。材料比较硬或比较厚,间隙值越大。
资料收集于网络,仅供学习分享,如侵权,请联系删除

